
挤出焊接所用焊条的选择何以至关重要
2026-04-27 15:44:33
挤出焊接是一种极为有效的接缝工艺,主要用于对聚合物土工膜(如 GSE® HD 与 GSE LL 系列)进行精细的修补作业。对于管道周边的接缝,尤其是那些楔形焊机难以触及的区域,该工艺同样表现优异。
然而,为确保获得一流的接缝质量,究竟需要考量哪些关键要素?土工膜片材的妥善准备、温度控制以及焊接速度,固然均为成功施焊的重要组成部分——但迄今为止最为关键的因素,仍在于所用焊条与母材的相容性。
让我们稍作深入剖析
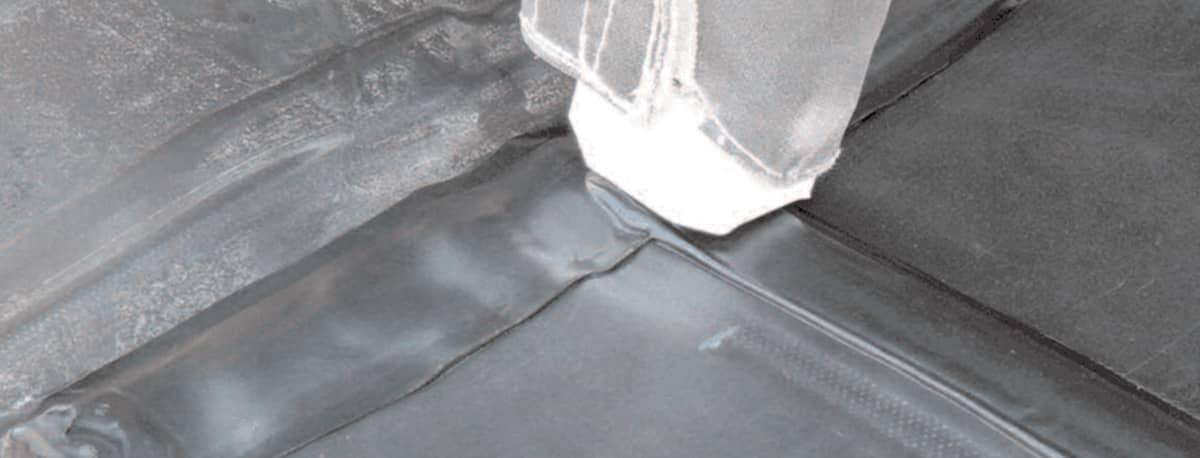
挤出焊接的原理,是将一条熔融的聚合物料带覆盖于搭接的土工膜片材边缘之上,以形成连续且不透水的粘合层。施焊之前,必须对片材表面进行彻底的洁净处理,以便在施加挤出熔料前清除一切污染物。挤出焊接通常采用直径为 4 毫米或 5 毫米的焊条。待连接的两片土工膜片材,其搭接宽度应至少设置为 100 毫米(尽管部分技术规范允许缩减至 75 毫米)。
挤出焊接属于一项高度专业化的作业,要求操作人员不仅具备娴熟的技能,还需在片材预处理及施焊技法本身倾注极致的专注。凡涉及土工膜安装中的任何焊接活动,均应聘用资质完备、经验丰富的高素质操作人员来执行。
开门见山:焊条的相容性至关重要
在挤出焊接工艺中,所用焊条必须与待焊接的土工膜片材具备相容性。焊条应采用与土工膜片材相同的聚合物制成,并且在条件允许的情况下,其制造原料应与土工膜片材保持一致。
若使用由异种材料制成的焊条,则可能导致相容性缺陷,进而引发接缝失效。土工膜片材与焊条需具备相近的熔融流动指数与密度。此外,焊条还应表现出与母材土工膜片材相当的耐久性能——例如,抗应力开裂性能、热氧化稳定性或抗紫外线稳定性。
正因如此,为确保实现最优的焊接质量,我们强烈建议您务必从土工膜产品的同一供应商处采购配套焊条。



